

Stone Dusting. Simplified. Secured.
Meeting the legal minimum requirement of 65% incombustible materials to the floors, roofs, and sidewalls of the conveyor belt areas shouldn’t be a constant headache for your underground Safety managers. At Beltduster (Pty) Ltd, we’ve spent a decade perfecting a patented stone dusting solution and applicators, specifically designed for the stone dusting in the underground conveyor belt areas.
Developed in collaboration with industry specialists and leading researchers, our Beltduster application machine turn your ventilation airflow into a precision delivery tool. By suspending stone dust into the air, the system ensures total coverage—settling on floors, sidewalls, roofs, and those notoriously difficult spots beneath conveyor belt structures.
Case Study: Proven Increase in Incombustible Materials
A recent field application of the belt-driven Beltduster system demonstrated a significant increase in the percentage of incombustible material. Initial levels were measured at 38.35%. After applying stone dust using the belt-driven applicator, the incombustible material content rose to 85.45% within six days. This result clearly demonstrates the system’s ability to achieve and maintain compliance with the required standard of 65% in a short period.
Coverage per shift: Average 80 meters
Stone dust usage per shift: Average of 500 Kg (in 25Kg bags)
Hopper Capacity: 500Kg
Incombustible Material (Before): 38.35%
Incombustible Material (After 6 Days): 85.45%
Applicator Types:
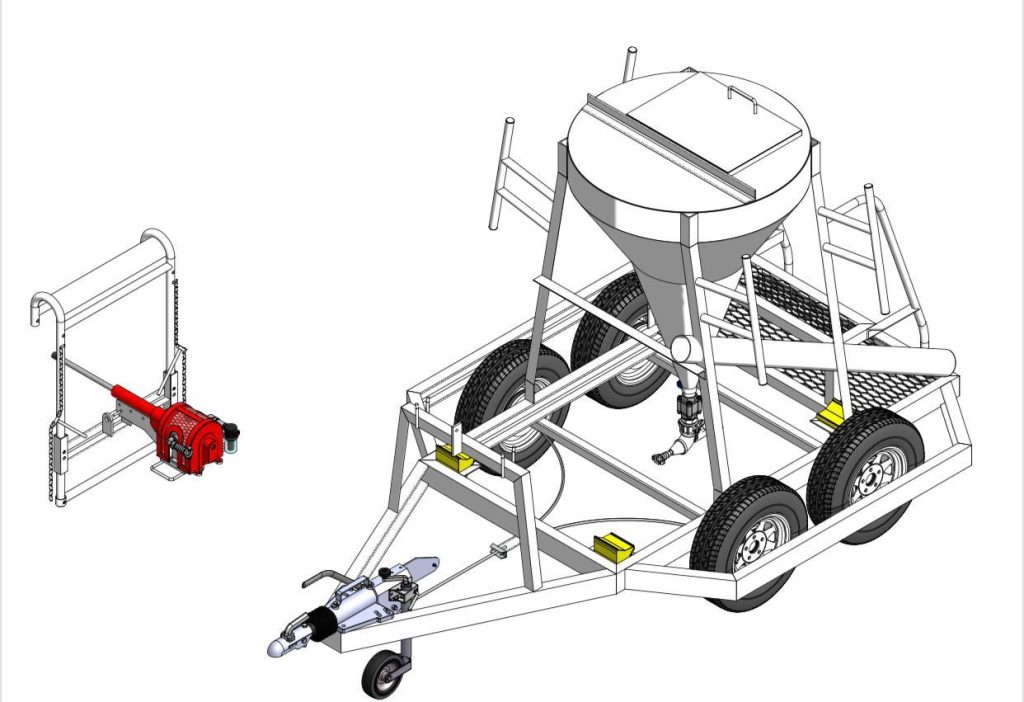
1. Belt-Driven Applicator
Powered by a shaft running on the return side of the conveyor belt, this applicator drives a blower that disperses stone dust downstream using the mine’s natural ventilation. The unit, mounted on a four-wheel trailer, can be re-positioned to different positions by pulling it with a LDV or Tractor.
Advantages:
- No need for electrical supply.
- Simple, mechanical operation.
Metric Value
Coverage per shift Average 80 meters Stone dust usage/shift Average of 500 Kg (in 25 Kg bags)
Hopper capacity 500 Kg
Performance Factors:
- Availability of dry-stone dust
- Ventilation speed
- Availability of the Conveyor belt
2. Electrically Powered Applicator:
This electrically powered applicator version was developed in response to mine’s feedback requesting greater flexibility and faster application rate. It is powered by an electric motor. Can be deployed at conveyor drives, return areas, or along belt roads.
The unit, mounted on a four-wheel trailer, can be re-positioned to different positions by pulling it with a LDV or Tractor.
Advantages:
- Increased application speed.
- Flexible positioning.
- Multifunctional use.
Technical Specifications Component Description:
Power 1.1kw 1000/525V Flameproof or Non-Flameproof motor, mounted on a four-wheeled trailer, including the blower unit motor-driven, stone dust dispersal Hopper 500kg capacity and the delivery system hose and manifold.
Performance Factors:
- Availability of electrical power
- Availability of dry-stone dust
- Ventilation speed
- Dimensions of the area (width × height)
Services Options Available:
1. Mines to buy the unit, we train the Mine employees on how to use the unit.
2. Service level agreement where the Mines gives us an area and we apply stone dust. We charge per linear meter of stone dust applied.
3. Mines to rent the unit for a minimum period of 6 months to target certain areas underground. We will provide training on how to operate the unit.
Stone dusting Comparisons:
Applying stone dusting of the conveyor belt areas the traditional and current methods are labour-intensive and often limited in their coverage and can lead to over applying of stone dust. In contrast, the Beltduster applicators provide a more controlled and efficient means of stone dusting, particularly in long belt road sections and hard to-access areas.

